Il taglio laser è stato introdotto sul mercato due decenni fa ed è già considerato la tecnologia all’avanguardia che ha cambiato il gioco del taglio dei materiali per numerosi settori. È una tecnologia affascinante che continua ad evolversi ogni giorno. Conoscere i parametri che intervengono per un funzionamento ottimale è fondamentale per coglierne meglio le applicazioni e gli utilizzi.
Questa guida dettagliata ti guiderà attraverso tutti i parametri cruciali del sistema laser e la loro importanza nella lavorazione meccanica. Spiegheremo inoltre come ottimizzare ciascun parametro a tuo vantaggio e ampliare la tua attività.
Cos'è il taglio laser?
Taglio laser è l'ultima e più diffusa tecnologia di taglio. Utilizza un raggio laser focalizzato ad alta potenza per tagliare il materiale fondendolo e vaporizzandolo sul bordo tagliato. I residui risultanti vengono soffiati via utilizzando un getto di gas durante il processo o lavorati e puliti dopo l'operazione.
Il taglio laser sta ora assumendo un ruolo guida in molti processi di produzione industriale grazie alla sua straordinaria efficienza, convenienza, risultati precisi e capacità di elaborare vari Materiale con spessori variabili.
Esistono tre tipi principali di taglio laser: Laser CO2laser al neodimio (Nd) e al neodimio ittrio-alluminio-granato (Nd: laser YAG), E Taglio laser in fibra. Con l'avanzare della tecnologia, il taglio laser è alla pari con il taglio al plasma su molti fronti.
Quali sono i parametri del taglio laser?
Come con qualsiasi tecnologia, comprendere e impostare i parametri è fondamentale per determinare la qualità del prodotto. Affinché la tecnologia di taglio laser possa elaborare progetti di varia complessità, le sue capacità di taglio devono essere sufficientemente flessibili. È qui che entrano in gioco i parametri. La regolazione e l'ottimizzazione dei parametri apre la porta a migliaia di applicazioni nei settori militare, medico e di altro tipo.
I parametri del laser includono qualità del taglio laser, polarizzazione del fascio, lunghezza d'onda, potenza e intensità, velocità di taglio, gas di lavorazione, punto focale e specifiche del materiale.
Importanza dei parametri di taglio laser
Il taglio laser dipende dall'ottimizzazione di diversi parametri che influenzano direttamente o indirettamente la qualità del prodotto, contribuendo in definitiva ai profitti di un'azienda.
In poche parole, i parametri del taglio laser sono importanti per determinare la qualità del taglio. Definisce la durata del materiale lavorato e le prestazioni di taglio nella rispettiva applicazione. I parametri possono essere regolati mentre si lavora con materiali diversi e design diversi. Pertanto, i parametri della macchina definiscono in definitiva quali materiali può lavorare e con quale livello di precisione e accuratezza.
Entriamo nei parametri più importanti che determinano la qualità del bordo tagliato e la dimensione del taglio (la larghezza della scanalatura o fessura formata durante il taglio) del materiale lavorato.
7 parametri cruciali del taglio laser
Innanzitutto, discuteremo parametri del fascio che coprono le qualità del raggio nel funzionamento del laser, come il tipo di raggio, la lunghezza d'onda, la polarizzazione del raggio e la potenza e l'intensità del raggio.
In secondo luogo, entreremo in parametri di processo che includono velocità di taglio, lunghezza focale, posizione focale rispetto alla superficie, gas di assistenza e pressione del gas. Possiamo regolare i parametri di processo per ottenere la qualità di taglio desiderata.
1. Lunghezza d'onda del laser
I tre tipi di taglio laser, CO2, cristallo e laser a fibra, utilizzano diversi materiali di base per produrre laser con diverse lunghezze d'onda.
Ogni materiale assorbe e riflette in modo diverso lunghezze d'onda, quindi scegliere il laser giusto per il tuo pezzo è il primo passo cruciale.
Taglio laser CO2: Nel Taglio laser CO2, l'elettricità viene fatta passare attraverso una camera a gas piena di anidride carbonica, elio, idrogeno e azoto. Lo specchio all'estremità di questo tubo focalizza i raggi laser su un unico punto. I laser a CO2 rientrano nella regione “infrarossa” o invisibile dello spettro delle lunghezze d'onda (0.6 µm).
A temperatura ambiente, le lunghe lunghezze d'onda degli infrarossi, come i laser a CO2, vengono riflesse dalle superfici lucide di alluminio, oro, argento e rame. Mentre l'acciaio può assorbire fino al 10% dell'energia laser. Il taglio laser CO2 non è adatto per tagliare superfici riflettenti e conduttive, ma è perfetto per materiali isolanti come legno, carta e plastica.
Taglio laser di cristallo: I raggi laser al neodimio ittrio-alluminio-granato (Nd: YAG) si trovano sul campo più corto delle radiazioni infrarosse (1.06μm) che assorbono meglio nei metalli riflettenti. I laser Nd:YAG ad alta potenza possono tagliare superfici metalliche e non metalliche e, in alcuni casi, anche lavorare la ceramica.
Una cosa da capire è che sia i laser CO2 che i laser Nd: YAG ad alta intensità di potenza possono superare la riflettività e lavorare una gamma più ampia di materiali. Ciò può essere ottenuto anche modificando i parametri esterni, come il riscaldamento del materiale da tagliare.
Taglio laser in fibra: Laser in fibra provengono da vetro di silice e metalli delle terre rare. Con una lunghezza d'onda di 1.064μm, i laser a fibra hanno una potenza del raggio molto più elevata e un diametro focale stretto, che li rendono superiori alla CO2 e ai raggi di cristallo sotto molti aspetti. UN macchina di taglio laser in fibra è versatile e può gestire metalli, non metalli, vetro e altri materiali isolanti. Ha anche soluzioni per metalli riflettenti.
2. Potenza e intensità del laser
potenza del laser e l'intensità del laser sono spesso usati insieme e talvolta in modo intercambiabile, ma significano cose diverse.
La quantità di energia emessa al secondo è chiamata potenza laser. Allo stesso tempo, l'intensità del laser è la potenza divisa per l'unità di superficie del materiale. Non confondere un raggio ad alta potenza con un raggio ad alta intensità. L'intensità dipende dalla larghezza del punto focale:più stretto è il raggio laser, maggiore è l'intensità del laser.
I raggi laser a bassa potenza si riflettono sulle superfici dei metalli. Per materiali più spessi, sono necessari raggi ad alta potenza in grado di penetrare più in profondità e più velocemente nel materiale.

Un raggio laser ad alta intensità diretto in modo preciso su un diametro piccolo e focalizzato è perfetto per ottenere un bordo di taglio di alta qualità e una larghezza di taglio ridotta. Inoltre, il laser ad alta intensità riscalda rapidamente una piccola area, riduce la formazione di bave, e migliora la velocità di taglio, lasciando poco o nessun tempo al materiale per sciogliersi attorno ai bordi e formare scorie (il metallo residuo risolidificato che non viene completamente rimosso dal taglio).
Come i raggi ad alta potenza, i raggi ad alta intensità possono tagliare materiali più spessi in modo più efficiente rispetto ai raggi a bassa intensità.
Si noti che la potenza e l'intensità del raggio devono essere ottimizzate in base al punto di fusione e allo spessore del materiale da lavorare. Ad esempio, una potenza del raggio molto elevata può comportare una maggiore dissipazione del calore attorno ai bordi del taglio e, di conseguenza, una maggiore larghezza del taglio.
3. Polarizzazione del fascio
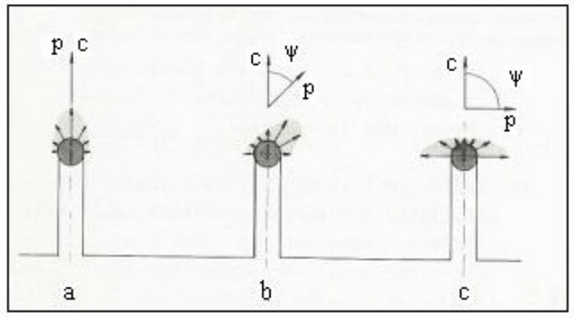
La riflettività della luce laser sulla superficie fusa del materiale tagliato dipende dalla polarizzazione del raggio, che è l'orientamento del campo elettrico rispetto alla direzione di propagazione.
A seconda dell'orientamento del campo, c'è polarizzazione piana, polarizzazione circolare, ellittica e polarizzazione casuale. Ognuno di questi viene assorbito e riflesso in modo diverso dalla superficie. La polarizzazione circolare risulta in una larghezza uniforme del kerf invece di polarizzazioni ellittiche o lineari che producono variazioni nelle inclinazioni del kerf.
La polarizzazione del raggio influisce sulla qualità del taglio del taglio, a seconda della superficie di polarizzazione e della direzione di taglio. Puoi capirlo meglio dalla figura qui sotto. Otteniamo una larghezza di taglio inferiore quando il taglio viene eseguito nella direzione della polarizzazione (a), rispetto al taglio a 90 gradi rispetto alla polarizzazione (c).
4. Posizione focale rispetto alla superficie del pezzo
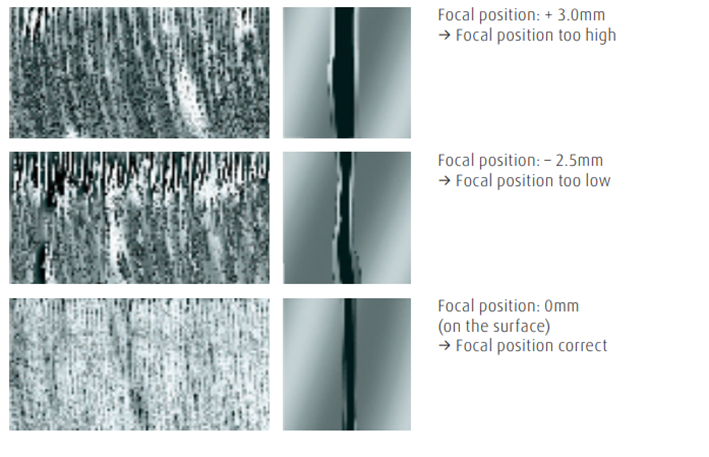
I impostazione focale (chiamato anche z-offset) consente il massimo utilizzo della potenza del laser per il taglio del materiale. Se la lunghezza focale è troppo bassa o troppo alta, non taglierà il materiale in modo efficace a causa della riduzione della densità di energia. E se il raggio è fuori fuoco, non taglierà nulla.
Idealmente, il punto focale dovrebbe essere al centro dello spessore del materiale in modo che il laser non formi un bordo tagliato affusolato e tagli il pezzo in modo non uniforme dall'alto verso il basso. Tuttavia, potrebbe essere necessario aumentare o diminuire la posizione focale in altre applicazioni come l'incisione laser.
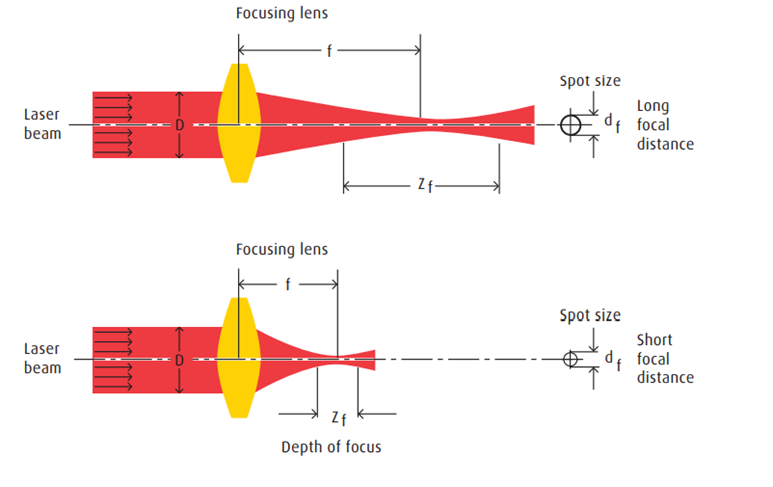
La lunghezza focale è determinata in base allo spessore del materiale. Una lunghezza focale ridotta per un pezzo sottile (meno di 4 mm) taglia efficacemente il materiale in modo uniforme. Per materiali più spessi, sono necessarie una lunghezza focale maggiore e una profondità focale maggiore per penetrare in profondità nel materiale per un bordo di taglio uniforme.
Una lunghezza focale più corta si traduce in una dimensione dello spot e una profondità focale più piccole. Mentre una lunghezza focale maggiore significa una dimensione dello spot leggermente più grande e una profondità focale più lunga. Ma al giorno d'oggi, le tecnologie più recenti ci consentono di mantenere piccola la dimensione dello spot aumentando la lunghezza focale.
Generalmente, la posizione focale dovrebbe essere mantenuta costante durante tutta la lavorazione di un materiale.
La posizione focale è inoltre soggetta alla forma del raggio laser, alla modalità, alla contaminazione della lente e alla temperatura dell'acqua di raffreddamento. Tutti questi parametri definiscono la qualità del pezzo finale tagliato.
5. Velocità di taglio laser
La velocità di taglio è un altro parametro importante del laser ed è ottimizzata in base allo spessore del pezzo.
La velocità di taglio è correlata alle perdite di energia durante il processo. Una maggiore velocità significa una minore perdita di energia e un funzionamento più efficiente. Una bassa velocità porta a maggiori perdite di energia e, di conseguenza, a procedure inefficienti.
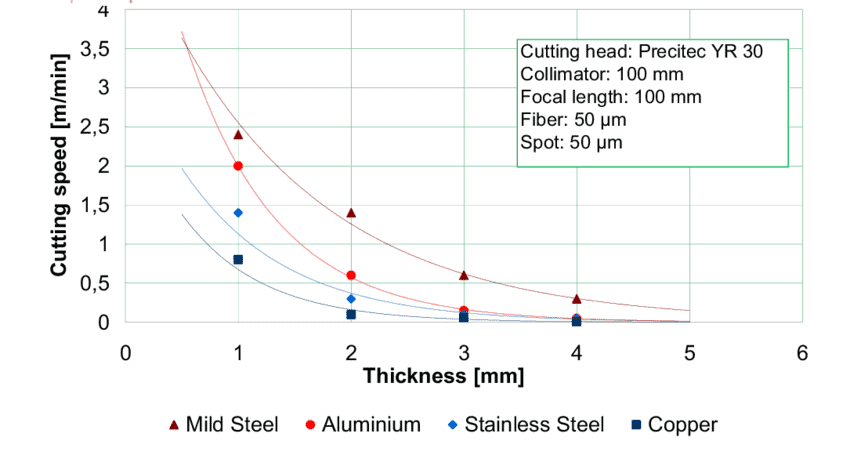
Fare riferimento a figura sotto per capire meglio come cambia la velocità di taglio con il spessore di un materiale.
Una bassa velocità di taglio provoca bava e combustione del materiale, con conseguente maggiore zona termicamente alterata (ZTA). In confronto, un'elevata velocità di taglio può causare striature sul tagliente. È meglio trovare un perfetto equilibrio tra la velocità di taglio e la potenza del laser per lavorare un materiale specifico.
6. Gas ausiliari e pressione del gas.
I gas di assistenza—chiamato anche gas ausiliario—utilizzato durante l'operazione di taglio laser svolge un ruolo importante nel determinare la velocità di taglio, la qualità del tagliente e la durata della lente del laser. Generalmente, la velocità di taglio è proporzionale alla potenza del laser. Maggiore è la potenza del laser, maggiore è la velocità di taglio e viceversa.
Lo scopo principale del gas di assistenza è quello di rimuovere il metallo fuso dai bordi e proteggere i componenti ottici da eventuali danni durante la lavorazione. Il gas raffredda anche il materiale per prevenire una ZTA più grande.
Azoto, argon, aria compressa e ossigeno sono i tipi più comuni di gas ausiliari. Ogni tipo ha i suoi pro, contro e applicazioni. La scelta del gas e della pressione determina in ultima analisi la qualità dei bordi tagliati.
L'azoto gassoso (inerte) viene generalmente utilizzato durante la lavorazione di acciai inossidabili, leghe di alluminio e nichel e acciaio altolegato. L'azoto gassoso a pressione più elevata fornisce un ulteriore supporto meccanico per rimuovere il materiale fuso residuo dalla superficie.
L'ossigeno è un gas attivo che avvia una reazione esotermica e aiuta a tagliare materiali più spessi. Il taglio con ossigeno forma uno strato ossidante nell'acciaio dolce e nell'acciaio al carbonio, sia positivo che dannoso per il pezzo. Buono nel senso che gli ossidi aumentano il tasso di assorbimento e fondono il materiale più velocemente, favorendo la velocità di taglio. E cattivo nel senso che gli strati di ossido creano difetti e influiscono sulla post-lavorazione del materiale.
Vuoi sapere come scegliere l'azoto o l'ossigeno? Leggi il nostro post.
L'aria compressa è la scelta più economica tra tutti i gas di assistenza, ma i suoi usi sono limitati.
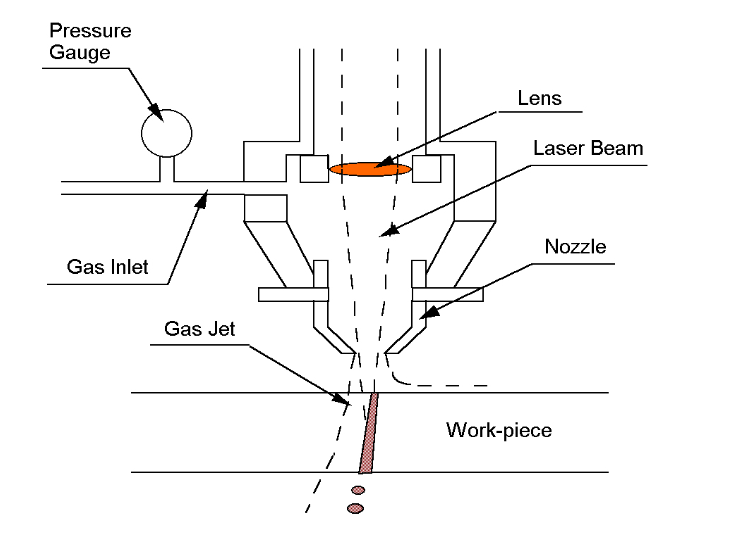
7. Diametro dell'ugello e distanza distanziatrice
I ugello trasporta il gas di assistenza ed è coassiale al raggio laser. È responsabile della fornitura del gas di assistenza alla regione di taglio e della stabilizzazione della pressione sulla superficie per ridurre al minimo gli schizzi di metallo fuso. Il diametro dell'ugello è un parametro importante da selezionare in base al tipo e allo spessore del materiale.
La distanza distanziatrice è la distanza tra l'ugello e il pezzo da lavorare. Determina il modello del flusso del gas e, in definitiva, la qualità del taglio. Grandi distanze di stallo spesso provocano elevate turbolenze e variazioni di pressione. Si raccomanda di mantenere la distanza non superiore a 1 mm. Inoltre, la distanza dovrebbe essere inferiore al diametro dell'ugello.
Il disallineamento dell'ugello può provocare difetti indesiderati, ustioni da taglio e scoria che possono essere dannosi per la qualità del taglio. È imperativo che il diametro dell'ugello sia completamente allineato con il raggio laser per evitare il flusso di gas direzionale attraverso la superficie del materiale.
Come vengono impostati i parametri in una macchina per il taglio laser?
Molte delle più recenti macchine per il taglio laser hanno parametri preimpostati per vari materiali nel database del software. Questi valori predeterminati per i parametri sono provati e testati dall'azienda e possono essere implementati automaticamente. Può ridurre il carico di lavoro e semplificare l'elaborazione. Tuttavia, se hai bisogno di lievi modifiche, puoi modificare manualmente e inserire i tuoi numeri nel software che controlla la macchina per il taglio laser.
Se è necessario impostare i parametri da zero, la regola generale è iniziare con ad alta velocità ed bassa potenza per incidere e tagliare il materiale. Quando inizi il lavoro, il software può modificare i parametri per ottenere il miglior risultato. È possibile modificare i parametri durante il taglio di un pezzo di prova per ottenere un bordo di taglio perfetto e senza bave.
L'operatore deve essere addestrato ad affrontare eventuali complicazioni durante il processo. Ad esempio, dovrebbe conoscere le conseguenze dell'aumento o della diminuzione della velocità di taglio, della pressione del gas e della potenza del laser. La relazione tra il modo in cui i parametri laser interagiscono con il materiale è fondamentale.
Ecco un esempio: se un operatore vede una bava nell'acciaio inossidabile, la sua reazione immediata sarà quella di ridurre la velocità di taglio e regolare di conseguenza il gas di assistenza. Ma quello che osserva è una bava ancora più grande. Una velocità più lenta ha causato un maggiore accumulo di calore nell'area. Di conseguenza, il materiale fuso si è solidificato prima che il gas potesse soffiarlo via, formando delle scorie. La chiave è la relazione tra il gas di assistenza e la velocità con l'acciaio inossidabile. La giusta quantità di metallo fuso deve essere rimossa al momento giusto per ottenere il bordo di taglio perfetto.
| parametri | Acciaio inossidabile | Acciaio inossidabile | Alluminio | Alluminio |
| Spessore (mm) | 10 | 10 | 5 | 10 |
| Tipo di gas | O2 | N2 | N2 | N2 |
| Potenza (kW) | 5 | 5 | 5 | 5 |
| Velocità di taglio (mm / min) | 680 | 1200 | 7000 | 2400 |
| Pressione del gas | 10.5 | 12 | 15 | 15 |
| Focale (mm) | -3 | all'7.2 ottobre | all'1.1 ottobre | all'2.4 ottobre |
| Distanza (mm) | 0.6 | 0.6 | 0.6 | 0.6 |
| Diametro ugello (mm) | 2.5 | 3 | 2.5 | 3 |
| Frequenza (Hz) | 5000 | 5000 | 5000 | 5000 |
Quali sono le tolleranze per il processo di taglio laser?
Dipende dalla qualità della macchina laser e dall'esperienza dell'operatore. Ma una macchina laser generalmente può tagliare con tolleranze estremamente strette, fino a 0.25mm.
Inoltre, dipende in gran parte dall'applicazione del componente. Spesso sono richieste tolleranze elevate per i componenti che hanno applicazioni di fascia alta. Il costo per livelli di tolleranza elevati è molto elevato, pertanto è necessario considerare il budget, l'applicazione e i requisiti prima di adottare tolleranze dimensionali più strette.
Riflessioni conclusive
Il taglio laser è una tecnologia di prim'ordine, in grado di lavorare una vasta gamma di materiali in tutte le forme e forme. Una conoscenza e uno studio approfonditi della macchina sono essenziali per sfruttarla al meglio.
Tutti i parametri del taglio laser sono fondamentali per determinare cosa si ottiene dopo la lavorazione del materiale. Ad esempio, la potenza del laser, la distanza dell'ugello e la velocità di taglio influiscono in modo significativo sulla larghezza del taglio. Mentre i parametri, come il tipo di gas di assistenza e la pressione, non sono in gran parte responsabili della larghezza del taglio.
Prima di tagliare il materiale, i parametri devono essere regolati e studiati per ridurre al minimo striature, larghezza del taglio, bava e altri difetti che ostacolano la post-elaborazione della parte e influiscono sulla qualità finale.
Baison Laser offre le migliori soluzioni di taglio laser
Biasone le macchine da taglio laser ridurranno il tempo di lavoro e raddoppieranno le entrate. Puoi regolare i parametri della macchina o selezionare parametri pre-alimentati dal database con il minimo sforzo. Ordinare da Biason significa ricevere assistenza gratuita dall'inizio alla fine e i migliori prezzi sul mercato.
Il nostro team di esperti è sempre disponibile per assistenza ed è solo una chiamata di distanza. Contattaci subito e ottenere un consulenza gratuita e valutazione della domanda dai nostri esperti. Amiamo ascoltare le vostre preoccupazioni e siamo specializzati nel trovare la soluzione migliore nel più breve tempo possibile.